江苏耐琦金刚石工具有限公司
电话:0515-88800659
手机:13815589780
邮箱:客服 Customer0@NQ-Diamondtools.com
网址:www.naiqicn.com
地址:盐城国家高新区冈中工业园民桂路1号
随着超硬刀具市场的不断发展,单晶刀已然成为目前加工领域的主要切削刀具。与PCD刀具相比,可更好的实现镜面加工,加工出来的工件具备的精度和表面粗糙度,而且使用寿命长,因此被广泛应用于加工领域。
国防技术的进一步发展,对单晶金刚石刀具的质量要求也越来越高,解决单晶金刚石刀具刃磨时刃口容易产生崩口和锯齿度的难题变得尤为重要。
专业解决单晶刀磨削效率高,保持性好,无崩边,刃磨质量稳定,保证刀尖圆弧精度和持久更耐用的磨削难题。
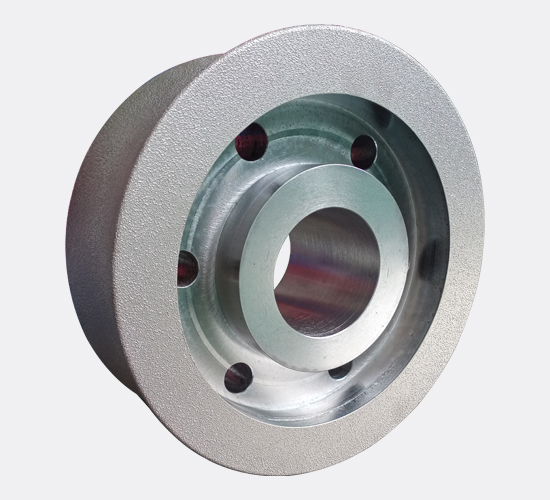
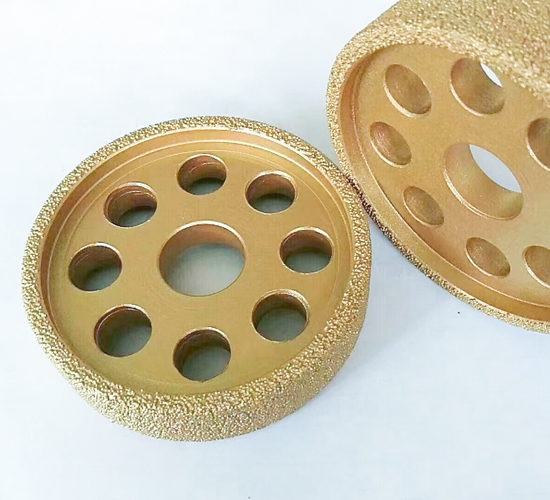
下面为大家介绍单晶刀具磨削系列金刚石砂轮:
此系列粗精磨砂轮已成功配套COBORN RG5 和RG9A,EWAG-RS15,FC-200D, MT-188,MT198NC和国内外其他金刚石刀具磨床,粒度从粗磨W40到超精研磨10000#。
粗磨:W40, W20
半精磨:W10,W7,W5
精磨:W3.5, W2.5,W1.5
单晶金刚石刀具刃磨方法:
可在金刚石刀具磨床上使用磨澳陶瓷基W40开粗再用W20或者直接用W20粗磨在保证刃口可控,提高寿命的同时,可大大提高磨削效率。
再用W10精磨,刃口可以达到0.01-0.013(放大200倍),完全满足大多数客户的半精磨要求,而且磨削力也得到大幅提升,随后再根据磨削需求用陶瓷基或金属基金刚石砂轮进行精磨, 刃口可控制在0.002.